An alliance led by IBM Research today
announced that it has produced the semiconductor industry’s first 7nm (nanometer) node test chips with functioning transistors. The breakthrough, accomplished in partnership with GLOBALFOUNDRIES and Samsung at SUNY Polytechnic Institute’s Colleges of Nanoscale Science and Engineering (SUNY Poly CNSE), could result in the ability to place more than 20 billion tiny switches -- transistors -- on the fingernail-sized chips that power everything from smartphones to spacecraft.
With 20+ billion transistors on new chip, that's a 50% scaling improvement over today’s tech (IBM, Twitter)
To achieve the higher performance, lower power and scaling benefits promised by 7nm technology, researchers had to bypass conventional semiconductor manufacturing approaches. Among the novel processes and techniques pioneered by the IBM Research alliance were a number of industry-first innovations, most notably Silicon Germanium (SiGe) channel transistors and Extreme Ultraviolet (EUV) lithography integration at multiple levels.
Professor Michael Liehr (left) of SUNY Polytechnic Institute's Colleges of Nanoscale Science and Engineering (SUNY Poly CNSE) and Bala Haran (right) of IBM Research inspect 7-nanometer wafer of test chips developed in alliance partnership between IBM and SUNY Poly CNSE. (IBM)
Industry experts consider 7nm technology crucial to meeting the anticipated demands of future
cloud computing and
Big Data systems,
cognitive computing,
mobile products and other emerging technologies. Part of IBM’s $3 billion, five-year investment in chip R&D (announced in 2014), this accomplishment was made possible through a unique public-private partnership with New York State and joint development alliance with GLOBALFOUNDRIES, Samsung, and equipment suppliers. The team is based at SUNY Poly’s NanoTech Complex in Albany.
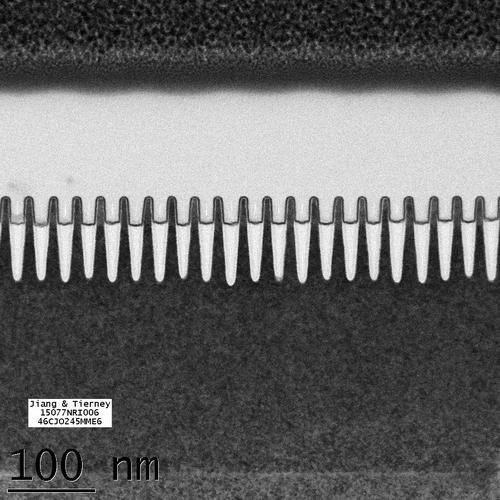
TEM image of IBM's 7-nanometer node finned field effect transistors (FinFETs) packed below 30-nanometer fin pitch using self aligned patterning. (IBM Research)
“For business and society to get the most out of tomorrow’s computers and devices, scaling to 7nm and beyond is essential,” said Arvind Krishna, senior vice president and director of IBM Research. “That’s why IBM has remained committed to an aggressive basic research agenda that continually pushes the limits of semiconductor technology. Working with our partners, this milestone builds on decades of research that has set the pace for the microelectronics industry, and positions us to advance our leadership for years to come.”
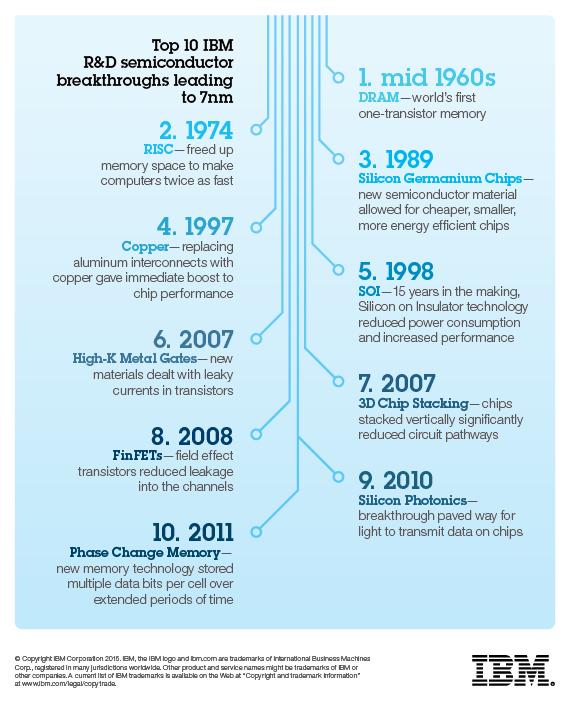
According to IBM the first 7nm chips announced, today was ably possible because of the past breakthroughs listed here (IBM, Twitter)
Microprocessors utilizing 22nm and 14nm technology power today’s servers, cloud data centers and mobile devices, and 10nm technology is well on the way to becoming a mature technology. The IBM Research-led alliance achieved close to 50 percent area scaling improvements over today’s most advanced technology, introduced SiGe channel material for transistor performance enhancement at 7nm node geometries, process innovations to stack them below 30nm pitch and full integration of EUV lithography at multiple levels. These techniques and scaling could result in at least a 50 percent power/performance improvement for next generation mainframe and POWER systems that will power the Big Data, cloud and mobile era.
Congratulations to Globalfoundries taking over IBM Chip buisness. Here is a picture from the cake eaten at Globalfoudries to celebrate (Picture from a friend).
“Governor Andrew Cuomo’s trailblazing public-private partnership model is catalyzing historic innovation and advancement. Today’s announcement is just one example of our collaboration with IBM, which furthers New York State’s global leadership in developing next generation technologies,” said Dr. Michael Liehr, SUNY Poly Executive Vice President of Innovation and Technology and Vice President of Research. “Enabling the first 7nm node transistors is a significant milestone for the entire semiconductor industry as we continue to push beyond the limitations of our current capabilities.”
"Today’s announcement marks the latest achievement in our long history of collaboration to accelerate development of next-generation technology," said Gary Patton, CTO and Head of Worldwide R&D at GLOBALFOUNDRIES. "Through this joint collaborative program based at the Albany NanoTech Complex, we are able to maintain our focus on technology leadership for our clients and partners by helping to address the development challenges central to producing a smaller, faster, more cost efficient generation of semiconductors."
The 7nm node milestone continues IBM’s legacy of historic contributions to silicon and semiconductor innovation. They include the invention or first implementation of the single cell DRAM, the Dennard Scaling Laws, chemically amplified photoresists, copper interconnect wiring, Silicon on Insulator, strained engineering, multi core microprocessors, immersion lithography, high speed SiGe, High-k gate dielectrics, embedded DRAM, 3D chip stacking and Air gap insulators.
IBM and SUNY Poly have built a highly successful, globally recognized partnership at the multi-billion dollar Albany NanoTech Complex, highlighted by the institution's Center for Semiconductor Research (CSR), a $500 million program that also includes the world's leading nanoelectronics companies. The CSR is a long-term, multi-phase, joint R&D cooperative program on future computer chip technology. It continues to provide student scholarships and fellowships at the university to help prepare the next generation of nanotechnology scientists, researchers and engineers.



%20(1).png)