Device shrinkage, three-dimensional and High Aspect Ratio (HAR) structures, and lower thermal budgets drive the continued search for new materials. A by-product of this search is a need for better oxidants for atomic layer deposition (ALD) and other thin film deposition processes.
While metal usage is rapidly expanding across the periodic table, oxidant choices are few: water, O2, ozone, and oxygen plasma being the leading choices for thin-film processing.
Each oxidant has its strengths and weaknesses. Plasma has limitations with the line of sight and may damage underlying sensitive channel materials or metal interconnects. Ozone is too aggressive with most metals. Water and oxygen are not reactive enough for today’s lower thermal budgets and more demanding precursors. Therefore, new oxidants could help address low-temperature thermal applications and simplify precursor design and selection.
At RASIRC, the investigation began for alternative oxidants when water vapor proved too limited for many ALD applications. Interest in delivering gas generated from hydrogen peroxide liquid began in 2007, with the first commercial sales in 2011 and 2012.
While the perception of the semiconductor industry is one of rapid innovation, the adoption of new technology is a slow process. If successful, it can frequently exceed a decade to reach high volume manufacturing.
Recently, RASIRC presented (April 2022 CMC2022, AZ, USA) benchmarking hydrogen peroxide vs. water and ozone in ALD of ferroelectric hafnium zirconium oxide (HZO). HZO is one of the primary candidate materials for new non-volatile memory using a capacitor device; it can be integrated into both Logic devices and as a stand-alone memory chip similar to Flash memory.
RASIRC and UT Dallas fabricated capacitor structures (MIM) and deposited HZO using water, ozone, or hydrogen peroxide at comparable process conditions.
The first finding was that the growth rate per cycle (GPC, below left) was considerably higher in the hydrogen peroxide case, essentially lowering the overall process time and precursor consumption of rather expensive Hafnium and Zirconium precursors. The hydrogen peroxide HZO films also proved to have a higher density (XRR, below middle) and lower etch rate (wet etch rate below right).
Growth rate per cycles, density by X-ray Reflectivity (XRR) and wet etch rate determination of HZO films deposited by ALD using either hydrogen peroxide, water or ozone.
Higher density metal oxide films are a sure sign of better electrical performance regarding high-k dielectrics and ferroelectrics. First, the hydrogen peroxide films showed a comparably higher effective k-value, lower leakage current (Jg), and could withstand a higher breakdown voltage (VBD), as seen below right. Water results were inferior to both ozone and hydrogen peroxide are not shown for clarity.
Indicative for ferroelectric phase content is a peak at approx. 2T= 30.3 deg and 35.8 (below right). In X-ray diffractograms, when comparing hydrogen peroxide vs. ozone, it
[JS1] was shown that the hydrogen peroxide films could show a higher orthorhombic (ferroelectric) phase content at a lower thermal budget, i.e., the onset temperature for crystallization. Even though the orthorhombic ferroelectric phase is metastable over preferred tetragonal and monoclinic HfO2 and ZrO2 most stable phases, this can be understood that the atoms in higher density and purer hydrogen peroxide films will find their optimum positions under given conditions in the lattice faster due to less disturbance from contamination species that has to diffuse out of the lattice before a ferroelectric phase content can crystalize quenching the HZO films into the metastable ferroelectric phase.
Leakage (Jg) vs breakdown voltage (VBD) and gracing incidence x-ray diffraction (GI-XRD) after post deposition anneals for hydrogen peroxide HZO films compared to ozone HZO films.
The promising results above for higher quality ferroelectric films were then proven by complete ferroelectric electric characterization sweeping the current and voltage across the capacitor structures accordingly. As seen below in the P-E hysteresis curves, a clearly defined hysteresis response curve could be verified for hydrogen peroxide HZO films at a lower RTA temperature than for ozone films, the onset of 325 vs. 350 deg C. It may seem like a slight difference, but please keep in mind that the overall thermal budget for device integration in copper interconnect layers is in the range 350 to 390 deg.C depending on layer and technology node, and it is critical to stay below this temperature and as can be seen below this study yielded beautiful ferroelectric hysteresis at 350 deg. C for hydrogen peroxide, whereas ozone films had to go up to the danger zone of 400 deg. To do the same.
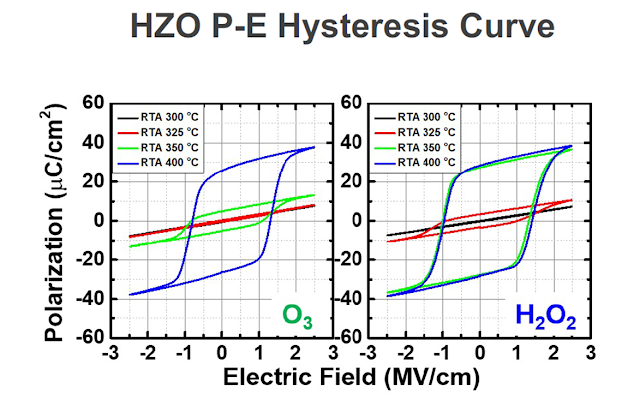
P-E hysteresis curves for hydrogen peroxide (right) and ozone (left) ferroelectric HZO films for different RTA thermal budgets.
Finally, TEM analysis showed that films could be downscaled to 5 nm film thickness and most probably below, staying perfectly intact even though a high roughness metal bottom electrode was used.
High-resolution transmission electron microscopy (HR-TEM) of ferroelectric HZO films deposited by ALD and using RASIRC hydrogen peroxide technology.
To conclude, HZO ferroelectric films showed many advantages when hydrogen peroxide was employed compared to water and ozone:
· Higher device yield as measured in the number of functional ferroelectric capacitors
· Higher density films with lower wet etch rate
· Higher effective k-value
· Faster growth (ALD GPC)
· Lower film thickness for yielding films in electrical testing
· Lower leakage current and higher breakdown voltage
· Crystallization onset for ferroelectric phase content for lower thermal budgets (RTA temperature)
Next you can meet RASIRC at the AVS 22nd International Conference on Atomic Layer Deposition (ALD 2022), will be a three-day meeting 26-29th of July in Ghent Belgium, dedicated to the science and technology of atomic layer-controlled deposition of thin films and now topics related to atomic layer etching. Jeff Spiegelman, CEO of RASIRC will be presenting “Higher Effective Dielectric Constant of Hafnium Oxide When Grown with Hydrogen Peroxide Compared to Water Vapor” in session AF-MoP18 on 27th of June.
About RASIRC
RASIRC transforms liquids into dynamic gases that power process innovation in semiconductor and adjacent markets. By commercializing molecules for lower temperature processes, RASIRC patented technology enables the manufacture of atomic-scale oxides, nitrides, and metals. Innovative products such as BRUTE Peroxide, BRUTE Hydrazine, the Peroxidizer®, and Rainmaker® Humidification Systems are being used to develop solutions for 5G, AI, IOT, and advanced automation.
What makes RASIRC a unique industry leader is our technical expertise and commitment to solving complex industry challenges for our customers. Our team of industry experts has a proven track record of being first to market by efficiently delivering state of the art technology that reduces cost, improves quality, and dramatically improves safety. With our customers at the forefront of all we do, we continue to research, develop, and design innovative products that purify and deliver ultra-pure gas from liquids for the semiconductor and related markets. Contact RASIRC to help solve your complex problems. P: 858-259-1220, email info@rasirc.om or visit http://www.rasirc.com



%20(1).png)